【早見表付】ねじ・ボルトのめっき種類と特徴一覧をご紹介!最適な処理の選び方から注意点まで徹底解説!
「ネジやボルトがすぐに錆びてしまう」「用途に合った適切なめっき処理が分からない」「めっき後にナットが入らなくなった」など、ネジめっき・ボルトめっきに関するお悩みはありませんか?
ねじやボルトは機械や建築物を支える重要な部品ですが、使用環境や相手材に応じた適切なめっきを施さなければ、本来の強度や耐久性を発揮できません。
本記事では、ネジ・ボルトめっきの種類と特徴の早見表、失敗しない選び方、よくあるトラブル(嵌合や水素脆性など)の対策、そして最新の環境規制(RoHSやPFAS規制)まで網羅的に解説します。動画での処理工程の解説も掲載しておりますので、ぜひ最後までご覧ください。
目次
◇ねじ・ボルトの主要めっき・コーティング種類・特徴一覧
まずは、ネジやボルトによく用いられる代表的なめっき・コーティング処理を早見表でご紹介します。それぞれの特性を比較し、用途に合っためっき選びの参考にしてください。
| めっき・処理種類 | 防錆力 | 装飾性 | コスト | 主な用途・特徴 |
| 亜鉛めっき(三価クロメート白・黒など) | ◎ | 〇 | 安価 | 現在のネジめっきの主流。RoHS指令に対応し、安価で高い防錆効果を持つ。 |
| 無電解ニッケルめっき | ◎ | 〇 | 高 | 膜厚が均一で複雑な形状にも精密に処理可能。耐摩耗性・耐熱性も高い。 |
| 亜鉛ニッケル合金めっき(ジンロイ/ハイニッケル) | ◎◎ | 〇 | 中~高 | 亜鉛めっきを超えるハイレベルな耐食性・耐熱性。エンジン周りや過酷な環境に最適。 |
| Zコート(乾式衝撃亜鉛めっき) | ◎ | △ | 中 | 特殊なブラスト加工で亜鉛被膜を形成。酸洗い・電解不要で「水素脆性」のリスクが皆無。 |
| 亜鉛アルミ複合被膜(ジオメット/マグニ/メタスYC) | ◎◎ | △ | 中~高 | ダクロの代替となる完全クロムフリーの防錆塗装。薄膜で高耐食、水素脆性リスクなし。 |
| ニッケル・クロームめっき | 〇 | ◎◎ | 高 | 非常に硬く、高級感のある美しい光沢。水栓金具や装飾性の求められるボルトに。 |
| 溶融亜鉛めっき(ドブめっき) | ◎◎ | △ | 中 | 非常に高い防錆力を持つ。厚膜になるため、専用のオーバータップ(寸法調整)が必要。 |
| 特殊トップコート(ポリシール/マイコート等) | ◎ | ◎ | 中~高 | 耐薬品性や絶縁性、カラー化(赤・黒・緑など)など、用途に応じた機能を追加するコーティング。 |
◇代表的なめっきを詳しくご紹介
ねじ・ボルトめっきとして特に採用実績の多い処理について、さらに詳しく解説します。
亜鉛めっき(+三価クロメート処理)

最もポピュラーなネジめっきです。鉄が錆びる前に亜鉛が身代わりとなって錆びる「自己犠牲防食作用」により、安価で高い防錆効果を発揮します。かつては六価クロムが使われていましたが、現在は環境に配慮した「三価クロメート(白・黒・イエロー等)」が主流です。当社では塗装下地に最適なシリカを含有しない「有機酸タイプ」の処理も可能です。
無電解ニッケルめっき

電気を使わずに化学反応でめっきを析出させるため、ネジ山や谷の部分にも均一な厚みでめっきが乗るのが最大の特徴です。寸法公差がシビアな精密ボルトや機械加工部品に最適です。
亜鉛ニッケル合金めっき(ジンロイ/ハイニッケル)

亜鉛にニッケルを含有させることで、通常の亜鉛めっきよりも飛躍的に耐食性と耐熱性を高めためっきです。ニッケル含有量7〜11%の「ジンロイ(中ニッケル)」と、12〜18%の「ハイニッケル(高ニッケル)」があり、自動車の過酷な環境下などで多数採用されています。
Zコート(乾式衝撃亜鉛めっき)

特殊な鉄亜鉛合金のブラストメディアを製品に投射し、常温で亜鉛被膜を形成する画期的な処理です。水や電気、酸を使用しないため、高強度ボルトの大敵である「水素脆性(遅れ破壊)」のリスクが全くありません。
亜鉛アルミ複合被膜(ジオメット/マグニ/メタスYC)

亜鉛とアルミの金属フレークを特殊バインダーで焼き付けるコーティングです。非常に高い防錆力(塩水噴霧試験1,000時間以上)を持ち、異種金属接触腐食(電食)の防止にも効果を発揮します。
◇失敗しないための「ねじ・ボルトめっき」選定のポイント
最適なボルトめっきを選ぶ際は、以下の3つのポイントを押さえることが重要です。
1.使用環境で選ぶ
ネジ・ボルトが「どこで使われるか」によって必要なめっきは異なります。
- 屋内環境:
ニッケルめっき、三価クロメート(白)など、美観や適度な防錆力が重視されます。 - 屋外・塩害地域:
溶融亜鉛めっきやジオメット処理など、強力な耐候性・耐食性が求められます。 - 高温環境:
亜鉛めっきは高温で性能が低下するため、耐熱性に優れた無電解ニッケルめっきなどが適しています。
2.相手材との相性(電食の配慮)
「電食(異種金属接触腐食)」に注意が必要です。異なる種類の金属同士が接触した状態で水分が付着すると、片方の金属が急激に腐食する現象が起きます。例えば、アルミ製の部材に鉄ボルトを使用する場合、ボルト側に適切な表面処理を施すことで電食を防ぐ必要があります。
>>>技術情報「異種金属接触腐食(ガルバニック腐食)の原因と対策」はこちら
3.コストと納期のバランス
大量生産される一般的なネジには、バレルに大量のネジを入れて一気に処理する「バレルめっき」が適しており、コストと納期を抑えられます。一方、特殊な機能が求められるものや大型ボルトは「ラックめっき」や特殊コーティングとなり、コストとリードタイムがかかります。
◇ねじ・ボルトめっきのよくあるお悩みと解決策
ネジ・ボルトのめっき加工においては、特有のトラブルが存在します。ここではよくあるお悩みと対策を、当社のFAQと合わせて解説します。
・嵌合と膜厚の関係
「めっきをしたら、ナットが入らなくなった」というのは非常によくあるトラブルです。めっきの厚み(膜厚)が乗る分、ボルトは太くなり、ナットの内径は狭くなります。ねじの有効径の公差をあらかじめ計算し、めっき厚を考慮した「めっき前寸法」で加工しておく(オーバータップ)ことが不可欠です。
【FAQ】メッキ厚によるリベットの「かしめ不良」は回避できますか?
・水素脆性(遅れ破壊)のリスクと対策
強度区分10.9以上の「高強度ボルト」に電気めっきを行う際は、「水素脆性」に要注意です。めっき工程の酸洗いや電気分解で発生した水素がボルトの内部に侵入し、後日突然ボルトがポキッと折れてしまう現象です。
これを防ぐため、めっき直後に専用の炉で加熱して水素を追い出す「ベーキング処理」を必ず行うか、最初から水素が発生しない「Zコート」や「亜鉛アルミ複合被膜(ジオメット・マグニ)」を選定する必要があります。
【FAQ】高力ボルトを使用したいのですが、「遅れ破壊」が心配です。リスクのない処理は?
【FAQ】高強度のネジが使用中に突然割れてしまいました。めっきが原因でしょうか?
・ボルトの「かじり」「焼き付き」防止
ステンレスボルトや、電動工具での高速締め付け時に、摩擦熱でボルトとナットが癒着してしまう「かじり(焼き付き)」も深刻なトラブルです。摩擦係数を低減させるトップコート(デフリックコートやMTT20等)を塗布することで、過剰な摩擦熱を抑え、スムーズな締め付けが可能になります。
【FAQ】ステンレスナットの焼き付き(かじり)を防止する処理は?
【FAQ】電動工具でネジの高速締め付けを行うと焼き付きやすいのですが、改善できますか?
・過酷な環境での錆(塩害など)
海岸沿いや屋外の設備では通常の亜鉛めっきでは持ちません。当社では、SST(塩水噴霧試験)で3,000時間をクリアするような複合表面処理をご提案しています。
【FAQ】海岸沿いの設備でネジの腐食が激しいです。さらに強力な処理はありますか?
◇【動画解説】ねじ・ボルトめっきの処理
実際にネジやボルトがどのようにめっきされているのか、実際の工程の様子を動画でご紹介します。
「脱脂・洗浄」から「めっき」「後処理・乾燥」まで、高品質なネジめっきを生み出すための徹底した品質管理の一部始終をご覧ください。
ジンロイめっきライン➀
ジンロイめっきライン②
ジンロイめっきライン 完成品排出
Zコート(乾式衝撃亜鉛めっき)
3価黒色クロメート処理➀
3価黒色クロメート処理②
キョークロオープンバレル めっき品排出
酸性浴
◇RoHS対応が必要な理由
ヨーロッパへ輸出される電子・電気機器には「RoHS指令」という環境規制が適用されます。以前ネジめっきの主流だった「六価クロム」は人体や環境への有害性が指摘され、RoHS指令で原則使用制限の対象となりました。
現在では、代替品である「三価クロメート処理」や「六価クロムフリー」のめっき処理が完全に主流となっています。当社のめっきラインもRoHS指令に完全対応しておりますのでご安心ください。
>>>RoHS対応についてより詳しく解説している記事はこちら
◇PFAS規制がネジめっき・コーティングに与える影響とは?
近年、欧米を中心に「PFAS(有機フッ素化合物)」の規制強化が進んでいます。PFASは水や油をはじく性質があり、一部の特殊なネジの潤滑コーティングや防錆剤に含まれているケースがあります。
今後の環境規制を見据え、ネジ・ボルト業界でも「PFASフリー」の表面処理・コーティングへの転換が急務となっています。当社では最新の規制動向を把握し、環境負荷の少ないPFASフリーコーティングの選定・ご提案も行っております。
◇ねじ・ボルトめっきに更なる機能性を加える「トップコート」処理とは?
めっき単体では満たせない高度な要求に対しては、めっきの上にさらにコーティングを施す「トップコート処理(複合表面処理)」が有効です。当社はめっきと塗装の両方を社内で行える数少ないジョブコーターです。
トルク調整・潤滑機能(デフリックコート・トルカー)

摩擦係数を安定・低減させ、ボルト締結時の軸力を均一化し、焼き付きや摩耗を防止します。
さらなる高耐食性(Kコート・JKCコート)
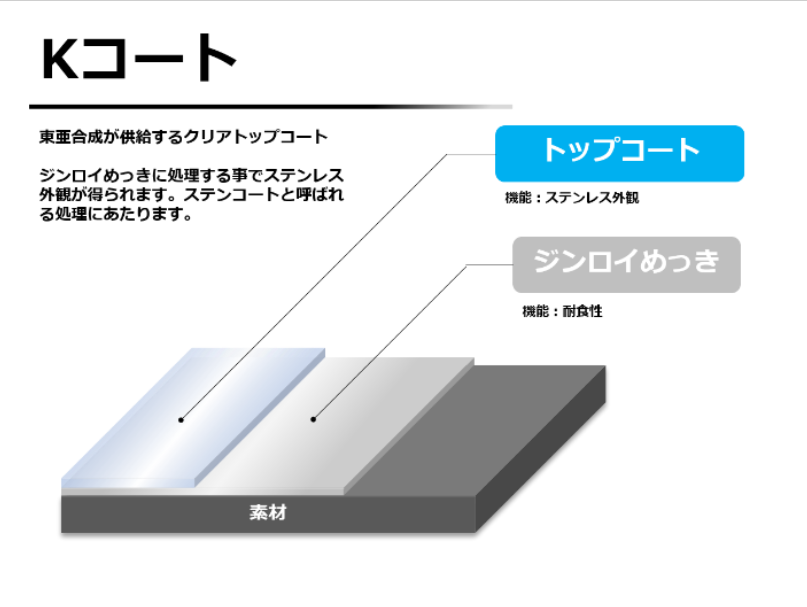
めっきの微細な隙間を封孔し、酸やアルカリへの耐薬品性を飛躍的に高めます。ステンレス調の外観を付与することも可能です。
カラー化・絶縁・電食防止(マイコート・ポリシール)
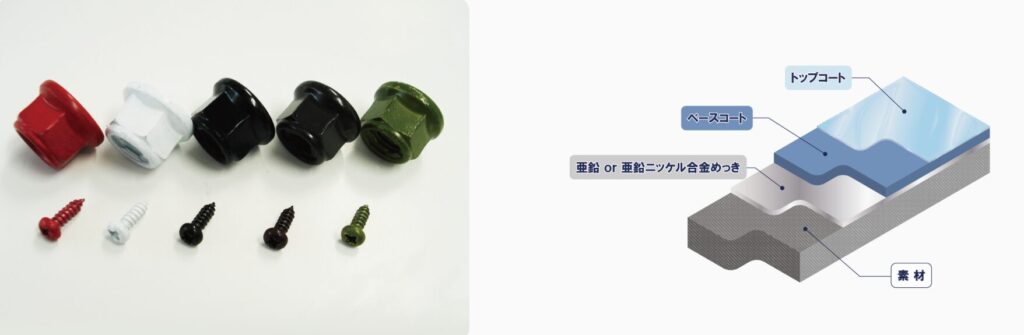
めっきの上に樹脂コーティングを施すことで、黒・赤・緑などの意匠性付与や、異種金属との電食を防ぐ絶縁バリアを形成します。

◇【製品事例】当社のねじ・ボルトめっき事例のご紹介
当社で手がけたネジ・ボルトの表面処理事例を一部ご紹介します。
事例1:SUS410材ネジへの三価クロメート黒+黒色コーティング

こちらはSUS410材への表面処理の仕様相談です。
より黒色を出したいお客様に対しては、亜鉛めっき(三価クロメート)黒色だけでなく、黒色コーティングを追加で行うことが可能です。
>>>詳しくはこちら
事例2:封孔処理された鉄系焼結部品への亜鉛めっき+Kコート処理

耐食性低下と外観不良が懸念される焼結部品に対し、亜鉛めっき+Kコート処理を組み合わせることで空孔を効果的に封孔できました。その結果、耐食性が向上し、色調ムラや経時変色といった外観不良も解決し、安定した品質に仕上げた事例です。
>>>詳しくはこちら
事例3:鉄材ドリルネジへの電蝕対策+コストダウン

高耐食めっき鋼板に組み付けるボルトにおいて、当初検討されていたSUS材から鉄材への変更と「亜鉛-ニッケル合金めっき(ジンロイ)」をご提案した事例です。材質変更によるコストダウンを実現するとともに、合金めっきの犠牲防食効果により、異種金属接触による電食を効果的に防止しました。
>>>詳しくはこちら
事例4:USXM7ボルトを、鉄+ステンコートに置き換えてコストダウン

搬送機械に使用されるステンレスボルト(SUSXM7)のコストダウンを目的として、鉄材への材質変更と「ステンコート(ジンロイ+Kコート)」をご提案した事例です 。ステンレス調の美しい光沢外観と高耐食性を両立しつつ、要求スペックを満たして大幅なコスト削減を実現しました 。
>>>詳しくはこちら
事例5:自動車用照明機器取り付け金具へのハイニッケル亜鉛合金めっき
自動車のヘッドライト取付金具において、従来の亜鉛めっきでは不足していた耐食性と耐熱性を向上させるため、「ハイニッケル亜鉛合金めっき」をご提案した事例です。過酷な環境下でも錆の発生を効果的に抑制しつつ、酸性浴を用いた処理により高い生産性も実現しています。
>>>詳しくはこちら
事例6:鉄製ネジへのハイニッケル亜鉛合金めっき+亜鉛アルミ複合塗装(マグニ)

厳しい塩害環境下での使用を想定し、鉄製ボルトに「ハイニッケル亜鉛合金めっき」を下地として「亜鉛アルミ複合塗装(マグニ)」を組み合わせた複合処理をご提案した事例です。めっきと塗装の強固なバリア層の相乗効果により、塩水噴霧試験で3,000時間以上(継続試験で5,000時間)赤錆が発生しない驚異的な高耐食性を実現しました。
>>>詳しくはこちら
◇ねじ・ボルトめっきなら、ネジめっきコーティング.comにお任せください!
当サイトを運営する株式会社キョークロは、昭和33年の創業以来、表面処理一筋で取り組んできました。
60年以上の経験と実績にもとづき、多数の国内トップメーカーから「ネジのめっき・コーティングなら、やっぱりキョークロ」と、多大なる信頼を頂いております。

